Impressive advances in production technology have created high-density displays operating over wide color gamuts, but what is built must be tested, and improved production requires improved metrology. Color presents a particularly challenging metrology problem because even high-quality color cameras are not traceable to spectral standards. Spectrometers provide accurate color information but without the spatial resolution required to faithfully capture display color quality. As described in this article, the author’s team assembled an instrument that combines the strengths of both spectrometers and high-quality cameras to provide rapid and reliable metrology for color displays.
By Peter Notermans and Nathan Cohen
In an increasingly cost-driven market, display manufacturers continue to innovate, searching for performance advantages that distinguish their products. Extraordinary color quality is high on the list of potential discriminators. The higher the quality of a display, the tighter the requirements on its metrology. Research-grade equipment can measure display characteristics with high fidelity, but the cost is high and the measurement time is long. Alternatively, manufacturers can have trained employees qualitatively inspect their displays prior to shipment – but that approach introduces inconsistency at the very end of the production pipeline.
Recent efforts from Admesy, a developer of test and measurement systems, and Imperx, a maker of cameras for manufacturing applications, have resulted in a system that combines the spatial resolution of a charge-coupled-device (CCD) camera with the spectral accuracy of a spectrometer to provide full characterizations of display quality in a short amount of time.
The resulting process is conceptually straightforward. The spectrometer gathers all the light from within its field of view and provides a measurement of intensity as a function of wavelength. That data is processed to recover the CIE XYZ tristimulus values. Simultaneously, a co-aligned CCD camera acquires an RGB image. A pre-aligned known region of the CCD image corresponds to the area sampled by the spectrometer. The CCD image is processed to recover the sum total of the RGB values for the identical region sampled by the spectrometer. The ratio of the two measurements yields a conversion factor. To obtain XYZ values from regions outside the spectrometer’s field of view, one need only multiply the RGB values by the conversion factor to arrive at tristimulus values across the entire CCD. The rest of this article describes the challenges of developing such a system and how our team proceeded.
Meeting Multiple Requirements
Although each display may have its own test requirements, frequently manufacturers must verify color and luminance uniformity, if even on the scale of the LED backlight. More rigorous inspection can require a measurement of black mura, for example – a measurement of “dark” or missing pixels. For inspecting displays with small pixels and a large color gamut, the metrology instrument must be capable of measuring with both high spatial resolution and accurate color determination. Another complication is that display colors are specified in terms of CIE luminance values rather than RGB values. That means the color determination must be in terms of CIE XYZ values – levying additional requirements on the metrology instrument.
The requirements for spatial resolution and color accuracy are a bit conflicting. Color CCD cameras offer high resolution but provide RGB data rather than the required CIE XYZ values. RGB values do not correspond to XYZ coordinates, so they cannot be converted directly to specifications related to visual quantities. Spectrometers give accurate color information that can be processed to produce XYZ values but without spatial information. For this reason, we decided to develop an instrument that combines both those capabilities.
The requirements for a metrology instrument depend not only on the details of the display under test, but also on the purpose of the measurement. To validate a new process or technology, for example, one could choose to perform pixel-by-pixel colorimetry. One approach could be to use a high-resolution CCD with interchangeable filters designed to match the X, Y, and Z spectra. But that is too expensive and time-consuming to use for 100% inspection quality control. Essentially, this kind of test protocol requires three separate images of each display test configuration. Such an inspection procedure will take about three times longer to complete than a protocol in which only a single image is necessary. In concrete terms, a final inspection protocol that requires three times the test duration will require three times the manufacturing floor space to get the equivalent throughput. So, an instrument that can replace the current practice of visually inspecting every display needs to be accurate and consistent, and it also needs to measure quickly.
Admesy’ s Atlas 2D Analysis System (Fig. 1) meets the above requirements by integrating a CCD color camera and a spectrometer in a pre-aligned and calibrated system. The synergy between the capabilities of the two separate elements of the system delivers performance not possible with either part individually, but only because the CCD camera and the spectrometer are highly capable on their own. (In the limited deployment to date, Admesy has seen 2–3 × reduction in overall measurement time compared to filter wheel techniques.)
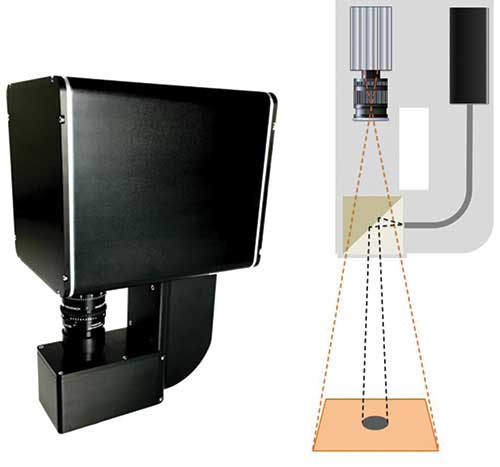
Fig. 1: The Atlas color-display metrology system (left) combines a CCD camera with a spectrometer to provide several measures of display quality. The diagram at right shows the system’s operating setup.
Imaging the Displays
Color digital cameras are now ubiquitous, so one might seem an obvious choice as a key component of a color display-metrology system; but charge-coupled device (CCD) sensors do not make accurate spectral measurements. Bayer filter CCDs provide red, green, and blue image information, but RGB data is not a full representation of the color spectrum. Even with spectral data coming from an independent spectrometer, camera performance specifications are still important. The goal is to correlate RGB data from the CCD camera with wavelength information from the spectrometer. That correlation can then be used to convert the camera’s pixel-by-pixel RGB information into CIE XYZ coordinates across the entire field of view. The absolute spectral accuracy of the RGB data is not critical, but it is essential that the RGB pixels across the CCD sensor are uniform (Fig. 2). The RGB to XYZ conversion must not fluctuate either, so stability of the camera is also paramount.
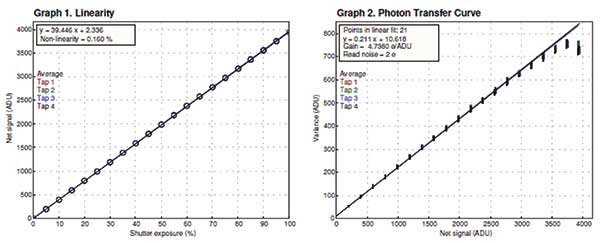
Fig. 2: The CCD camera leverages the spectral data beyond the field of view of the spectrometer, so it must have a (left) linear response and (right) low noise.
Our team evaluated several high-quality cameras, and tests of the Bobcat series cameras from IMPERX showed excellent uniformity, linearity, and stability, which are paramount for this application. The cameras also exhibit exceptionally low noise, another essential factor for maintaining overall system performance. The Atlas is available in several different configurations, equipped with 2-, 8-, or 16-Mpixel CCD cameras. The choice of camera resolution, as well as the choice of optics, is determined by the size of the display under test, its pixel format, and the required tests. For example, to measure the color and luminance uniformity of an LED backlight without particle detection, the 2-Mpixel camera will be sufficient. In contrast, if the manufacturer wants to measure color and luminance uniformity and black mura on a 480 × 800 automotive display, the 8-Mpixel version would be an appropriate starting point.
The optical magnification and the CCD format determine the imaging scale. In general, the goal is to match the resolution of the human eye, but there may be specific circumstances where the desired resolution deviates from that rule. A high-magnification lens can project a single display pixel onto several CCD pixels. Typically, though, one does not require that degree of magnification. The standard result is an accurate 2-D RGB map of the imaged area. The next step is to collect spectral information.
Detecting Spectra
Admesy has a long heritage of building spectrometers, such as the Hera series. So when incorporating a spectral measurement component in the Atlas, it was natural for us to build it around the Hera array spectrometer with selectable spectral resolutions from 0.5 to 10 nm over a spectral range of 380–780 nm, with different configurations offering various fields of view. The spectrometer collects light from a portion of the field of view of the camera. The spectral information from that portion of the field is captured and converted to X, Y, Z values – for that portion of the display-under-test. The final task is to connect the data collected from the spectrometer with the data from the camera.
Integrating the Sensors
The Atlas can be integrated in many ways into an inspection protocol, but the basic measurement cycle is designed for ease of use. The display-under-test is loaded, and the Atlas takes a snapshot. The snapshot is used to detect the active area and to straighten the image.
The display-under-test is commanded to a given state; for example, uniformly red at 70% intensity. The Atlas’s camera acquires an RGB image of the display (Fig. 3).
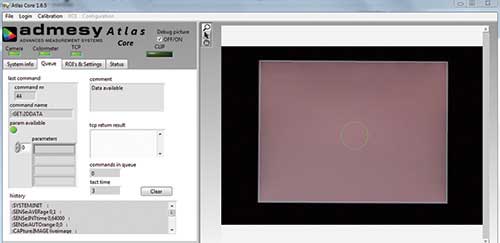
Fig. 3: The interface allows for rapid acquisition of an image of a complete display in, for example, a production environment.
The spectrometer samples a portion of that same field and produces CIE XYZ values. The NIST-traceable calibration of the spectro-meter ensures accurate luminance and color values. The Atlas correlates the XYZ values with the RGB values for the same region to create a conversion factor. That conversion factor is then applied to the RGB values outside the spectrometer’s field. The result is an XYZ map of the full display. The full spectral coverage of the Atlas allows complete characterization of the display, including white-point adjustment.
Depending upon the manufacturer’s need, the display-under-test can be cycled through a number of states: various colors at different intensities or a set of gray-scale steps. Because the Atlas produces a complete luminance map of the display with a single snapshot, acquisition times are short. With the addition of processing power – more cores and/or higher speed – inspection time can be even further reduced.
The Atlas comes preprogrammed with a set of defect inspection protocols, some following the German Flat Panel Display Forum (DFF) standards and some defined by Admesy. Overall, the goal is to produce inspection criteria that reflect what the human eye can see in normal device usage. The instrument allows manufacturers to tune calculation settings and test criteria to reach their desired test limits (Figs. 4 and 5).
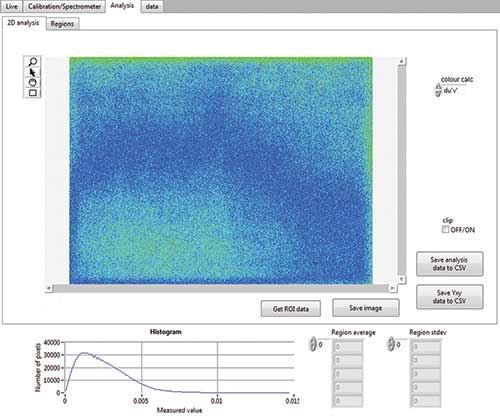
Fig. 4: Once the conversion between RGB and XYZ values has been determined in the overlapping fields of the spectrometer and CCD, the conversion can be applied to the full field. This allows for the calculation of parameters such as du’v’.
The built-in criteria include inspections for uniformity, line defects, pixel defects, blob defects, du’v’, and other common acceptance tests. The Atlas also provides for a straightforward measurement of LCD backlight flicker at low frequencies, high frequencies, or both. The source of this flicker is a DC offset that is minimized through adjustment of the common voltage (Vcom).
The baseline Atlas can also be modified to characterize LED-display walls. Flicker in LEDs is due to the rapid response of the LEDs to modulation of the drive current. Spectrometers are not fast enough to measure this flicker, so to measure LED-display walls, the Atlas is fitted with a luminance meter or colorimeter, which can either replace or supplement the spectrometer. Flicker can be sampled at up to 180 ksamples/sec, and then measured according to contrast min/max or contrast RMS, or JEITA or VESA methods. The biggest operational differences in LED-display testing are due to the dark areas surrounding display pixels and the fact that LED-display walls are typically tested on a module level, rather than a single test on the full display.
The ultimate end goal is to have a fully calibrated LED wall with interchangeable modules independent of LED batches. That can be achieved by white-point calibration of each LED module. That means that the Atlas must be able to measure the color information for each single LED on that particular module for RGB/W test images (Fig. 5).
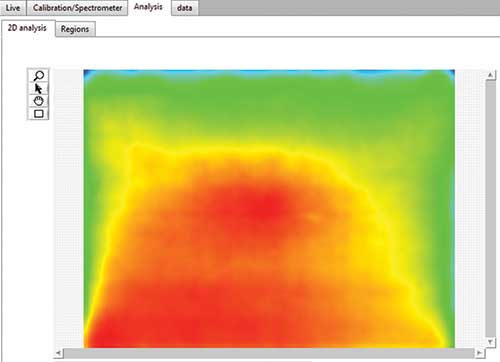
Fig. 5: With an integral luminance meter, the Atlas can provide a luminance map of a full display.
That requirement drives the selection of optics for the Atlas and the needed CCD configuration. The output data contains information for the LED module controller to adjust the R/G/B currents for each individual LED.
Optimizing Throughput
It is common practice within the mobile-display industry to have human inspectors visually examine every device as the final acceptance test prior to shipping. The Atlas is designed to replace those operators with automated testing – bringing decreased inspection time and higher test reliability to display acceptance testing. Inspection time is highly dependent upon characteristics of the DUT and the manufacturer’s inspection protocol, but with no filter wheel to slow down the process, the Atlas’s single snapshot acquisition minimizes the impact on manufacturing flow. The Atlas is more reliable than human inspection and less complex, less costly, and faster than competing colorimetry systems.
Display metrology is not an easy task. Displays are becoming more capable – producing high-quality color at very fine spatial resolutions. But that trend has sparked a new level of consumer awareness, driving the need for ever greater quality. To ensure consumers perceive displays as being of high quality, manufacturers have tended to employ human inspectors to check for defects. That approach makes sense, except that when human inspectors get tired, they may have inconsistent standards, and inspection protocols can be time consuming. Still, human inspection has been a reasonable process because automated alternatives were expensive, complex, and equally time consuming. The Atlas approach of integrating a high-uniformity CCD with an accurate spectrometer provides speed, reliability, and measurement fidelity from an automated 100% inline 2D inspection instrument.
Peter Notermans is Senior Sales Engineer at Admesy. He can be reached at [email protected]. Nathan Cohen is Director of Business Development at IMPERX
Tags: NEWS, APPLICATION CASE STUDIES, MACHINE VISION, INDUSTRIAL INSPECTION